
Summary: The 8D (Eight Disciplines) problem-solving methodology is a structured, team-based approach used to identify root causes, implement corrective actions, and prevent recurrence of quality issues. Originally developed in the automotive industry, 8D is now widely adopted across manufacturing and regulated industries to meet the corrective action requirements of ISO 9001, IATF 16949, and FDA cGMP. Effective 8D implementation reduces repeat non-conformances, lowers the cost of poor quality, and provides documented evidence of systematic problem resolution for audit purposes.
Table of contents
For QA Managers, Plant Managers, and Quality Engineers, effective problem solving is not just a skill — it is a strategic imperative. In manufacturing and regulated environments governed by standards like ISO 9001, IATF 16949, and FDA cGMP, unresolved quality issues drive up the cost of poor quality (COPQ), erode first pass yield (FPY), and increase non-conformance rates. How can quality teams systematically tackle complex problems and prevent them from recurring?
One of the most powerful and proven methodologies is 8D problem solving. 8D stands for eight disciplines — a structured series of steps that guide cross-functional teams through identifying, analyzing, resolving, and preventing problems. Widely adopted across automotive, aerospace, food manufacturing, and pharmaceutical industries, 8D problem solving helps organizations reduce corrective action cycle times, improve quality KPIs, and strengthen compliance with frameworks such as IATF 16949 and VDA 6.3.
What is 8D Problem Solving
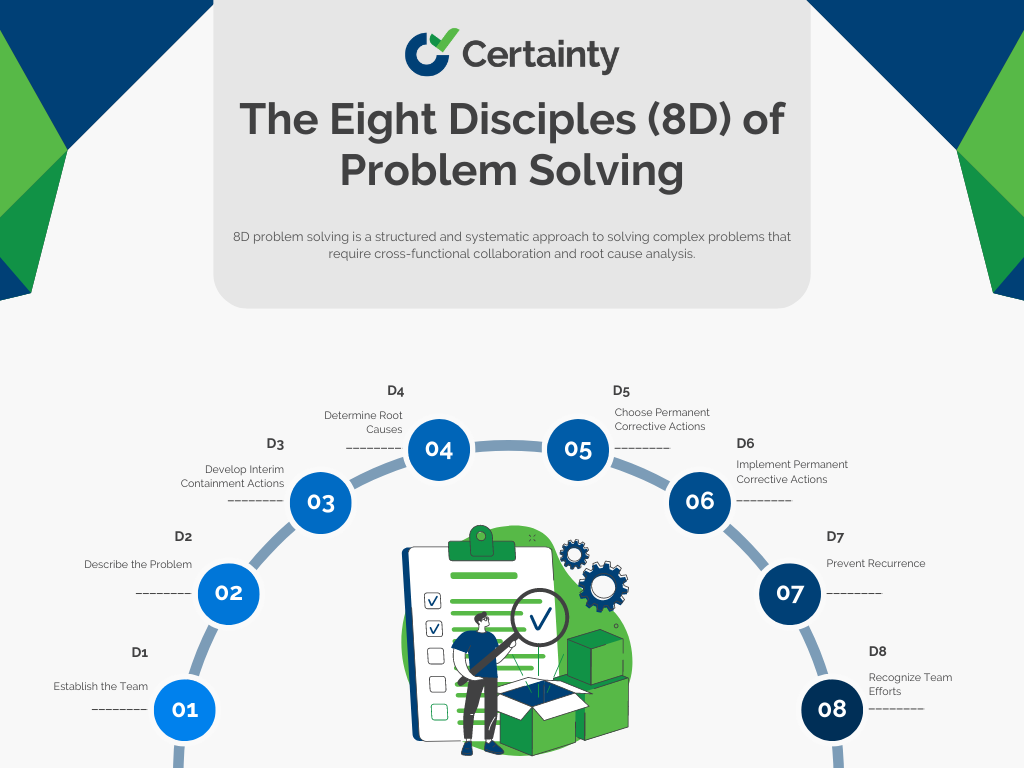
8D problem solving is a structured and systematic approach to solving complex problems that require cross-functional collaboration and root cause analysis. Originally developed by Ford Motor Company in the late 1980s to address customer complaints and improve product quality, it has since become a cornerstone methodology in quality management systems worldwide — particularly for organizations operating under ISO 9001, IATF 16949, VDA 6.3, and FDA cGMP requirements.
The core principles and objectives of 8D problem solving are:
- Focus on the customer’s needs and expectations while maintaining regulatory compliance
- Involve a multidisciplinary team — including Quality Engineers, Process Improvement Leads, and production staff — with relevant expertise and authority
- Use data and facts to support decision making and drive measurable improvements in quality KPIs
- Identify and eliminate the root causes of the problem to reduce non-conformance rates
- Implement corrective actions that prevent recurrence and improve first pass yield (FPY)
- Document and communicate the problem-solving process and results for audit readiness and cross-site comparability
The 8D methodology differs from other problem-solving approaches in several ways. First, it emphasizes team-oriented problem solving, which is essential when addressing systemic quality issues across multiple production lines or facilities. Second, it follows a sequential and logical order of steps that ensures thoroughness and consistency — a critical requirement for ISO 9001 and IATF 16949 compliance audits. Third, it uses various tools and techniques to facilitate analysis and action. Fourth, it incorporates feedback loops and verification methods to ensure effectiveness and sustainability, helping Quality Supervisors and Lead Auditors validate that corrective actions truly resolve the issue.
The Eight Disciples of Problem Solving
D1: Establish the Team
The first step in the 8D approach is to form a cross-functional team that will work on the problem. The team should consist of members who have knowledge, experience, or involvement in the problem area — typically including Quality Engineers, process owners, production supervisors, and relevant subject matter experts. The team should also have a leader, often the QA Manager or Process Improvement Lead, who will coordinate activities and communicate with stakeholders.
The purpose of establishing the team is to:
- Define the roles and responsibilities of each team member across quality, manufacturing, and engineering functions
- Establish the scope and boundaries of the problem
- Set the goals and expectations for the problem-solving process, including target KPIs such as time to resolution
- Allocate the resources and time required for the process
D2: Describe the Problem
The second step in this problem-solving method is to define and describe the problem in detail. The team should use data and facts to describe the problem as accurately as possible — drawing from audit findings, inspection records, non-conformance reports, and customer complaint data. The team should also use tools such as the 5W2H method (who, what, where, when, why, how, how much), Six Sigma, or an IS/IS NOT matrix to clarify the aspects of the problem.
Defining and describing the problem allows businesses to:
- Establish a common understanding of the problem among the team members and across sites
- Identify the symptoms, effects, and impacts of the problem on quality KPIs such as non-conformance rates and FPY
- Quantify the magnitude and frequency of the problem using auditable data
- Specify the criteria for evaluating potential solutions
D3: Develop Interim Containment Actions
The third step in 8D problem solving is to develop interim containment actions that will prevent or minimize the negative consequences of the problem until a permanent solution is found. The team should identify and implement actions that will isolate, control, or eliminate the causes or sources of variation that contribute to the problem — a critical step for maintaining compliance with standards such as IATF 16949 and FDA cGMP during investigations.
When you develop interim containment actions, you:
- Protect the customer from defective products or services
- Reduce the risk of further damage, regulatory non-compliance, or product recalls
- Maintain operational continuity and stability across production lines
- Buy time for root cause analysis and corrective actions while keeping audit trails intact
D4: Determine Root Causes
The fourth step in the 8D method is to determine the root causes responsible for creating or allowing the problem to occur. The team should use data analysis tools such as Pareto charts, histograms, scatter plots, or fishbone diagrams to identify possible causes. The team should also use root cause analysis techniques such as 5 Whys, fault tree analysis, or Failure Modes and Effect Analysis (FMEA) to verify or validate the causes. For organizations operating under IATF 16949 or VDA 6.3, rigorous root cause analysis is not just best practice — it is a compliance requirement. When teams rely on paper-based audits or manual corrective action processes, gathering reliable root cause data becomes significantly harder, making digital quality management systems a key enabler for this discipline.
The purpose of determining root causes is to:
- Understand why the problem happened and trace it back through the process
- Identify all possible factors that influence or contribute to the problem, including systemic process gaps
- Eliminate superficial or symptomatic causes that would lead to repeat non-conformances
- Prevent jumping to conclusions or making assumptions — supporting data-driven corrective actions
D5: Choose Permanent Corrective Actions
The fifth step in 8D problem solving is to choose permanent corrective actions that will address or remove root causes permanently. The team should generate multiple possible solutions using brainstorming techniques such as SCAMPER (substitute, combine, adapt, modify, put to another use, eliminate, reverse) or TRIZ (theory of inventive problem solving). The team should also evaluate each solution using criteria such as feasibility, effectiveness, cost, risk, or impact on quality KPIs like COPQ and FPY. VP Quality Assurance and QA Directors often play a critical role at this stage, ensuring that selected corrective actions align with broader quality management system requirements under ISO 9001 or IATF 16949.
Choosing permanent corrective actions helps to:
- Select the best solution that meets customer needs, regulatory expectations, and internal quality standards
- Ensure that root causes are eliminated or prevented from recurring across all sites
- Consider trade-offs between different solutions, including impact on audit completion rates and time to resolution
- Plan for implementation challenges or barriers, particularly when rolling out changes across multi-site operations

30+ Audit and inspection checklists free for download.
D6: Implement Permanent Corrective Actions
The sixth step in 8D problem solving is to implement permanent corrective actions that were chosen in D5. The team should develop an action plan that specifies who will do what by when using tools such as Gantt charts or PDCA cycles (plan-do-check-act). The team should also execute the action plan according to schedule using tools such as checklists, standard operating procedures, and digital corrective action tracking systems — replacing manual, paper-based processes that slow down resolution times and create documentation gaps.
The purpose of implementing permanent corrective actions is to:
- Put the chosen solution into practice with full traceability for audit purposes
- Monitor progress and performance during implementation using real-time quality dashboards
- Resolve any issues or problems that arise during the implementation
- Document changes or modifications made during implementation for ISO 9001 and IATF 16949 record-keeping requirements
D7: Prevent Recurrence
The seventh step in 8D problem solving is to prevent recurrence by ensuring that permanent corrective actions are effective and sustainable. The team should verify that root causes have been eliminated using tools such as control charts or statistical process control (SPC). The team should also validate that customer requirements and regulatory standards have been met using tools such as surveys, internal audits, and compliance verification checks aligned with ISO 9001 or HACCP protocols. Lead Auditors and QA Directors should ensure that preventive measures are embedded into the quality management system, updating procedures, work instructions, and audit protocols as required.
Preventing recurrence helps to:
- Confirm that permanent corrective actions have solved the problem and improved non-conformance rates
- Evaluate customer satisfaction and regulatory compliance after implementation
- Identify opportunities for further improvement or optimization across production processes
- Standardize best practices and lessons learned for cross-site deployment and future audit preparedness
D8: Recognize Team Efforts
The eighth step in 8D problem solving is recognizing team efforts by acknowledging their contributions and achievements throughout the process. The team should celebrate their success by sharing their results with stakeholders using tools such as reports or presentations. The team should also appreciate their efforts by rewarding them with recognition or incentives.
The purpose of recognizing team efforts is to:
- Motivate team members — from Quality Engineers to production operators — for future challenges
- Build trust and rapport among cross-functional team members
- Enhance team morale and cohesion across quality and manufacturing departments
- Promote a culture of continuous improvement aligned with lean manufacturing and Six Sigma principles
Implementing 8D Problem-Solving Methodology
Implementing an 8D problem-solving methodology can be challenging for many organizations — particularly those still relying on paper-based corrective action processes or managing quality across multiple sites without standardized digital workflows. However, with proper planning, preparation, and execution, it can be done successfully and deliver measurable improvements in quality KPIs.
Here is some practical guidance on how businesses can effectively implement the 8D process:
Define clear roles & responsibilities for each discipline
One of the key factors for successful implementation is having clear roles & responsibilities for each discipline within the 8D process. Each discipline requires specific skills, knowledge, or authority that may not be available within a single person or department.
Therefore, it is important to assign appropriate roles & responsibilities for each discipline based on their expertise & involvement in the problem area. For example, QA Managers and Quality Directors typically champion the overall 8D initiative, while Quality Engineers and Process Improvement Leads drive the technical analysis in D4 and D5, and VP Quality Assurance provides executive oversight and resource allocation.
Some examples of roles & responsibilities are:
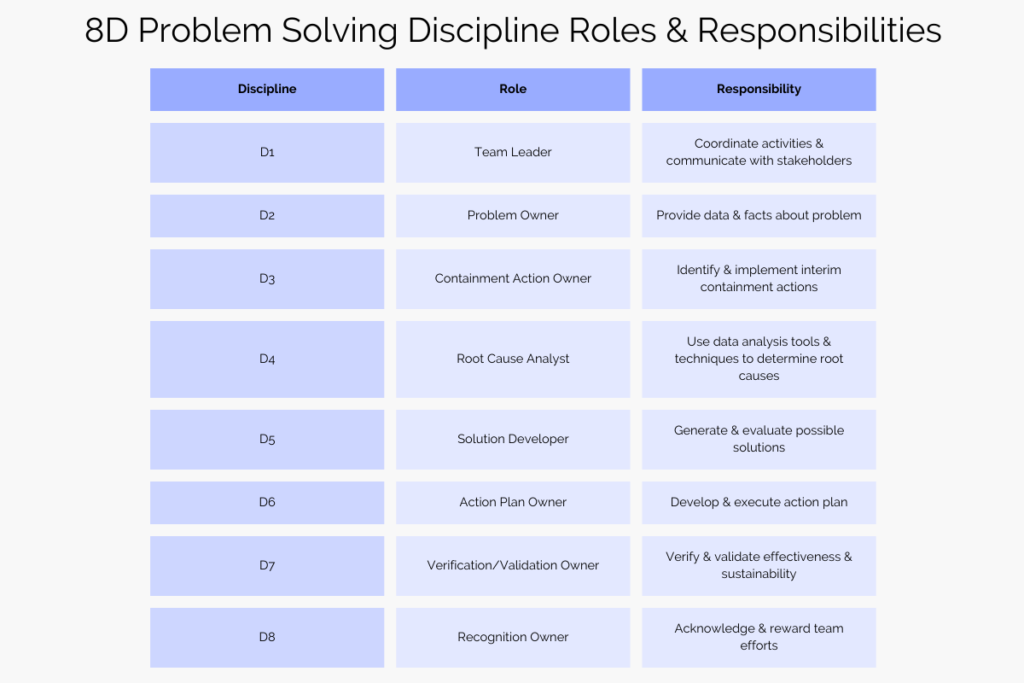
By defining clear roles & responsibilities for each discipline, businesses can ensure accountability, transparency, and collaboration throughout the process — essential for meeting ISO 9001 and IATF 16949 documentation requirements.
Establish a common language & framework for communication
Another key factor for successful implementation is having a common language & framework for communication among team members & stakeholders. Communication is essential for sharing information, ideas, or feedback during the process — especially in multi-site operations where lack of cross-site comparability can undermine quality improvement efforts.
However, communication can also be challenging due to different backgrounds, perspectives, or expectations among team members & stakeholders. Therefore, it is important to establish a common language & framework for communication that can facilitate understanding, alignment, and agreement throughout the process. Some examples of common language & framework are:
- Using standard terminology & definitions for the 8D process aligned with ISO 9001 and IATF 16949 vocabulary
- Implementing visual tools & templates to document & present the 8D process consistently across all sites
- Using common metrics & criteria — such as non-conformance rates, COPQ, and time to resolution — to measure & evaluate the 8D process
- Establishing feedback mechanisms & channels to communicate & collaborate during the 8D process, reducing audit fatigue by centralizing documentation
By establishing a common language & framework for communication, businesses can ensure clarity, consistency, and quality throughout the process.
Provide adequate training & support for team members
A third key factor for successful implementation is providing adequate training & support for team members who are involved in the 8D process. Team members need to have sufficient knowledge, skills, or confidence to perform their roles & responsibilities effectively. However, team members may not have prior experience or exposure to the 8D process or its tools & techniques. Therefore, it is important to provide adequate training & support for team members that can enhance their competence & capability during the process. Some examples of training & support are:
- Providing formal training sessions or workshops on the 8D process, root cause analysis tools, and relevant quality standards (ISO 9001, IATF 16949, FDA cGMP)
- Offering coaching or mentoring from experienced Quality Engineers or Lead Auditors on the 8D process and its tools & techniques
- Contributing access to digital resources, templates, and standardized corrective action workflows that replace error-prone paper-based processes
- Maintaining feedback or recognition of team members’ performance or improvement during the 8D process
By providing adequate training & support for team members, businesses can ensure effectiveness, efficiency, and engagement throughout the process.
Example of Successful 8D Problem Solving
To illustrate the versatility and applicability of 8D problem solving across different industries and contexts, here is a hypothetical example of successful 8D problem solving in a HACCP-regulated environment:
Example: Reducing Customer Complaints in a Food Manufacturing Company
A food manufacturing company operating under HACCP and FDA cGMP requirements was facing a high rate of customer complaints due to foreign materials found in their products. The Plant Manager and QA Director initiated an 8D problem-solving effort to address this issue, reduce non-conformance rates, and improve product quality. Here are the steps they took within each discipline:
D1
The company formed a cross-functional team consisting of representatives from quality assurance, production, engineering, and customer service. The team leader was the QA Manager who had the authority and responsibility to coordinate the activities and communicate with stakeholders — including regulatory bodies and the VP of Quality Assurance.
D2
The team defined and described the problem using data and facts from customer complaints, audit findings, and product inspection records. The team used the 5W2H method to clarify the aspects of the problem. The problem statement was: “In the past six months, we have received 25 customer complaints due to foreign materials such as metal shavings, plastic pieces, or wood chips found in our products — driving a 15% increase in non-conformance rates and elevating COPQ.”
D3
The team developed interim containment actions that would prevent or minimize the occurrence of foreign materials in their products until a permanent solution was found. The team identified and implemented measures such as increasing the frequency and intensity of product inspection, installing additional metal detectors and filters in the production line, and segregating and quarantining any products that were suspected or confirmed to contain foreign materials — all while maintaining full HACCP traceability documentation.
D4
The team determined the root causes that were responsible for creating or allowing foreign materials to enter their products. They then used data analysis tools such as Pareto charts and fishbone diagrams to identify potential causes. Root cause analysis techniques such as 5 Whys to verify or validate the causes were also implemented.
Ultimately, they found that there were three main root causes:
- inadequate maintenance of equipment that resulted in metal shavings or plastic pieces falling off during operation;
- improper handling of raw materials that resulted in wood chips or other contaminants being mixed in during storage or transportation;
- lack of awareness or training of staff on how to prevent or detect foreign materials in products.
D5
The team chose permanent corrective actions that would address or remove root causes permanently. The team generated multiple possible solutions using brainstorming techniques such as SCAMPER and TRIZ. They also evaluated each solution using criteria such as feasibility, effectiveness, cost, risk, or impact on quality KPIs. Eventually, they selected the best solutions that met customer needs, regulatory expectations, and internal quality standards.
The solutions were:
- implementing a preventive maintenance program for equipment that included regular inspection, cleaning, and replacement of parts;
- establishing a quality control system for raw materials that included verification, testing, and labeling of incoming materials;
- conducting a training program for staff on how to prevent, detect, and report foreign materials in products.
D6
The team implemented permanent corrective actions that were chosen in D5. An action plan that specified who would do what by when using tools such as Gantt charts and PDCA cycles was then developed. They then executed the action plan according to schedule using digital checklists and standard operating procedures — replacing the previous paper-based tracking that had contributed to delays in corrective action closure.
D7
The team prevented recurrence by ensuring that permanent corrective actions were effective and sustainable. They first verified that root causes had been eliminated using tools such as control charts and statistical process control (SPC). Next, they validated that customer requirements and HACCP compliance standards had been met using internal audits and customer surveys. After implementing permanent corrective actions, the rate of customer complaints due to foreign materials dropped by 90%, first pass yield improved significantly, and the time to resolution for corrective actions decreased from weeks to days.
D8
Team efforts were recognized by acknowledging their contributions and achievements throughout the process. The team celebrated their success by sharing their results with stakeholders — including the VP of Quality Assurance and Plant Manager — using reports and presentations. Management also appreciated their efforts by rewarding them with recognition or incentives such as certificates, gift cards, or bonuses.
Common Challenges and Best Practices in 8D Problem Solving
Despite its benefits and advantages, 8D problem solving can pose significant challenges for quality teams that want to implement it effectively. QA Managers, Plant Managers, and Quality Directors commonly encounter these obstacles:
- Resistance to change from staff or management who are used to existing processes or manual, paper-based corrective action workflows
- Lack of commitment or support from senior leaders who do not see the value or urgency of structured problem solving
- Difficulty in defining or measuring problems consistently across multiple sites, leading to lack of cross-site comparability
- Insufficient data or information to support analysis — often a consequence of relying on paper-based audits that are difficult to aggregate and analyze
- Audit fatigue among Quality Supervisors and Lead Auditors who manage high volumes of corrective actions across multiple sites while maintaining ISO 9001 or IATF 16949 compliance
- Conflicts or disagreements among team members or stakeholders due to different opinions or interests
To overcome these challenges and ensure successful 8D problem solving, Quality Directors, Process Improvement Leads, and Lead Auditors can adopt best practices such as:
- Communicating the benefits and objectives of 8D problem solving to staff and management, linking outcomes to quality KPIs like COPQ and non-conformance rates
- Securing the buy-in and sponsorship of senior leaders — including the VP of Quality Assurance — who can provide direction and resources
- Using clear, objective, and standardized criteria to define and measure problems consistently across all facilities
- Digitizing data collection and analysis to replace paper-based processes, enabling real-time visibility into corrective action status and audit completion rates
- Resolving conflicts or disagreements through constructive dialogue and data-driven compromise
Measuring the Effectiveness of 8D Problem-Solving Efforts
To ensure that 8D problem-solving efforts deliver real results, quality teams need to measure the effectiveness and impact of their initiatives. For QA Managers, Plant Managers, and Process Improvement Leads, tracking the right metrics is essential for demonstrating ROI to leadership and maintaining continuous improvement momentum. Measuring the effectiveness of 8D problem-solving efforts can help businesses:
- Assess whether they have achieved their goals and expectations for key quality KPIs
- Evaluate whether they have improved first pass yield (FPY), reduced COPQ, and increased customer satisfaction
- Identify areas for further improvement or optimization across processes and sites
- Demonstrate their value and credibility to stakeholders, auditors, and regulatory bodies
To measure the effectiveness of 8D problem-solving efforts, businesses can use various methods such as:
- Key performance indicators (KPIs) that can be used to quantify the results or outcomes of 8D problem-solving initiatives. Critical KPIs include non-conformance rates, first pass yield (FPY), cost of poor quality (COPQ), time to resolution, audit completion rates, and customer satisfaction scores.
- Data collection and analysis tools that can be used to gather and interpret data related to 8D problem-solving initiatives. Digital audit and inspection platforms replace paper-based processes with real-time dashboards, control charts, and statistical process control (SPC) — giving Quality Engineers and Lead Auditors instant visibility into trends.
- Periodic reviews and feedback mechanisms can be used to monitor and evaluate the progress and performance of 8D problem-solving initiatives. Some examples include management review meetings, cross-site performance benchmarking reports, and automated corrective action status notifications.
By measuring the effectiveness of 8D problem-solving efforts, businesses can ensure that they are continuously improving their quality, efficiency, and customer satisfaction — while strengthening compliance with ISO 9001, IATF 16949, and other regulatory frameworks.
Frequently Asked Questions (FAQs)
How does 8D problem solving support ISO 9001 and IATF 16949 compliance?
8D problem solving directly supports the corrective action requirements of ISO 9001 (Clause 10.2) and IATF 16949. Both standards require organizations to identify root causes, implement corrective actions, and verify their effectiveness — which maps precisely to the D4 through D7 disciplines. By following the 8D methodology, QA Managers and Lead Auditors can produce the structured documentation that auditors expect, demonstrating a systematic approach to non-conformance management and continuous improvement.
What quality KPIs should we track during an 8D investigation?
During an 8D investigation, quality teams should track several key performance indicators to measure progress and outcomes. The most important KPIs include non-conformance rates (to confirm the problem is being contained and resolved), first pass yield (FPY) to measure process improvement, cost of poor quality (COPQ) to quantify financial impact, time to resolution to evaluate efficiency, and audit completion rates to ensure the investigation stays on track. Tracking these KPIs throughout the 8D process helps Quality Engineers and Process Improvement Leads demonstrate measurable results to leadership.
Can 8D problem solving help replace paper-based corrective action processes?
Yes. One of the biggest advantages of adopting a structured 8D methodology is that it creates a natural framework for digitizing corrective action workflows. Many organizations still rely on paper-based forms, spreadsheets, and email chains to manage corrective actions — leading to lost documentation, slow resolution times, and poor cross-site visibility. By implementing 8D within a digital quality management platform, QA Managers and Plant Managers can automate task assignments, track corrective action status in real time, and maintain audit-ready records without the manual overhead.
Is the 8D methodology applicable in FDA-regulated and HACCP environments?
Absolutely. The 8D methodology is widely used in FDA cGMP-regulated industries including pharmaceutical, medical device, and food manufacturing. In HACCP environments, the structured approach to containment (D3), root cause analysis (D4), and prevention of recurrence (D7) aligns closely with the hazard analysis and critical control point requirements. Quality Supervisors and QA Directors in these industries find that 8D provides the rigor and documentation trail needed to satisfy FDA inspectors and demonstrate that corrective actions are thorough and sustainable.
How can multi-site organizations ensure consistent 8D implementation and reduce audit fatigue?
Multi-site organizations often struggle with inconsistent problem-solving approaches across facilities, which creates gaps in cross-site comparability and contributes to audit fatigue. To ensure consistent 8D implementation, VP Quality Assurance leaders and Quality Directors should standardize 8D templates, terminology, and KPI definitions across all locations. Using a centralized digital platform for corrective action management allows teams at every site to follow the same workflow, share lessons learned, and benchmark performance. This eliminates the need for site-by-site manual reporting and gives Lead Auditors a single source of truth for compliance verification — significantly reducing audit preparation time and fatigue.
You might also be interested in:

Spend Time On Prevention
Not Paperwork
Watch our overview video to see how your organization can benefit from Certainty.
Watch Video


